JonB
Halcyon member
Introduction: Lyman hasn't made the 45 lubesizer since the early 1960s, yet it remains one of the favorite lubesizers for many of us bullet casters. Notice that the manual calls it a No. 45 Ideal Bullet Lubricator and Sizer, but the company name is Lyman (Successors of Ideal).
digital photos of an original manual
Front of sheet


Back of sheet



click on these for full size, large file, to upload to your computer, if you wish.


Examination:
What to look for when examining and/or purchasing a 45.


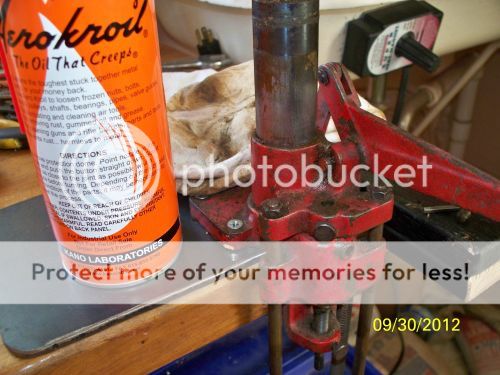
This unit was bought at a local gunshow, it was complete, except for no wrench or no top punch, but there is a .358 die installed...Bonus ! that's worth about $15.
The Red color isn't original, Lyman painted them all orange, to my knowledge anyway.


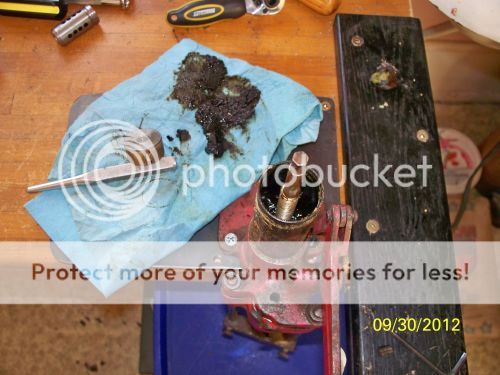
The top cast iron piece that is suppose to slide on the reservoir tube was stuck (glued with old lube), So I couldn't check the function when I was buying this and if there was a top punch and die installed, I could have checked the alignment(if it wasn't stuck). From the looks inside the reservoir, the lube has leaked past the pressure nut, So I assume it hasn't been upgraded to the O-ring style pressure nut (used on the 450 and 4500, which does work with the 45) which should eliminate that leaking.
btw, in hindsight, for inspection purposes at the time of purchase, I could have (and should have) warmed the reservoir tube up with my hand, to get the lube to loosen it's grip and maybe borrowed a top punch from the vendor and checked for function and alignment, that would have been a smart thing to have done.

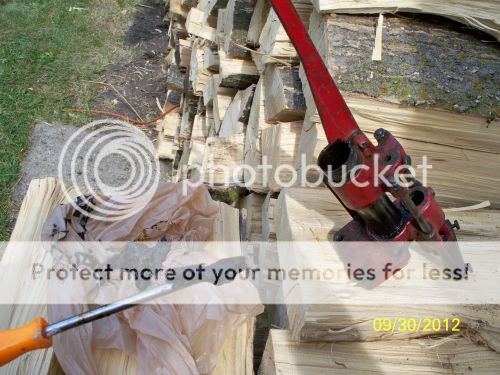
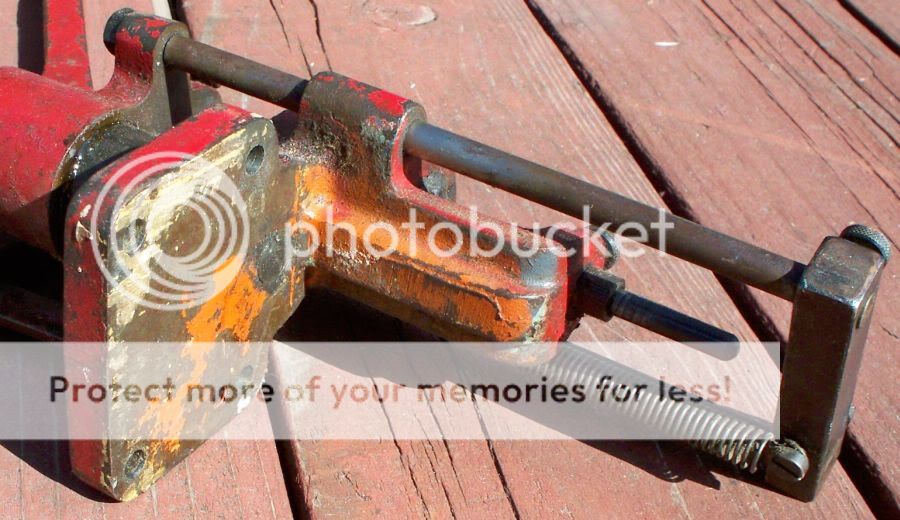
Another thing to check for when buying a #45 lubesizer, is if the slide rods or the cast iron parts are worn from excessive use without proper lubrication. Remember it's over 50 years old. Grab the upper piece with the left hand as shown above and grab the lower piece with the right hand as shown below, with the upper piece lowered most or all of the way, try to twist them. It should NOT move, it should be tight. If the upper piece is raised up all the way, there maybe a little movement and that's OK, but it's better if there isn't any, if the slide rod nuts are not tight, that can also cause this same looseness I am describing, so tighten them if needed and try twisting again.
Stating the obvious here, good alignment and tight fitting cast iron parts (to the slide rods) are important for sizing bullets concentrically and uniformly with the 45.

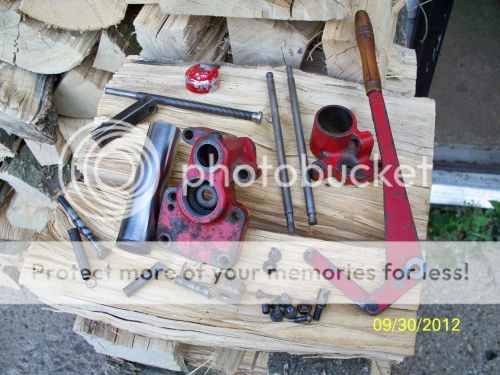
Another common problem to look for when purchasing a 45, is a crack in the lower cast iron piece, between the die setscrew and the die. This is caused by over tightening. As you can imagine it'd be difficult or impossible to fix (for the average handyman anyway), maybe a skilled welder could braze that cast iron? Photo below shows a close up of the area in question. This one is NOT cracked.

digital photos of an original manual
Front of sheet


Back of sheet



click on these for full size, large file, to upload to your computer, if you wish.


Examination:
What to look for when examining and/or purchasing a 45.
This unit was bought at a local gunshow, it was complete, except for no wrench or no top punch, but there is a .358 die installed...Bonus ! that's worth about $15.
The Red color isn't original, Lyman painted them all orange, to my knowledge anyway.
The top cast iron piece that is suppose to slide on the reservoir tube was stuck (glued with old lube), So I couldn't check the function when I was buying this and if there was a top punch and die installed, I could have checked the alignment(if it wasn't stuck). From the looks inside the reservoir, the lube has leaked past the pressure nut, So I assume it hasn't been upgraded to the O-ring style pressure nut (used on the 450 and 4500, which does work with the 45) which should eliminate that leaking.
btw, in hindsight, for inspection purposes at the time of purchase, I could have (and should have) warmed the reservoir tube up with my hand, to get the lube to loosen it's grip and maybe borrowed a top punch from the vendor and checked for function and alignment, that would have been a smart thing to have done.
Another thing to check for when buying a #45 lubesizer, is if the slide rods or the cast iron parts are worn from excessive use without proper lubrication. Remember it's over 50 years old. Grab the upper piece with the left hand as shown above and grab the lower piece with the right hand as shown below, with the upper piece lowered most or all of the way, try to twist them. It should NOT move, it should be tight. If the upper piece is raised up all the way, there maybe a little movement and that's OK, but it's better if there isn't any, if the slide rod nuts are not tight, that can also cause this same looseness I am describing, so tighten them if needed and try twisting again.
Stating the obvious here, good alignment and tight fitting cast iron parts (to the slide rods) are important for sizing bullets concentrically and uniformly with the 45.
Another common problem to look for when purchasing a 45, is a crack in the lower cast iron piece, between the die setscrew and the die. This is caused by over tightening. As you can imagine it'd be difficult or impossible to fix (for the average handyman anyway), maybe a skilled welder could braze that cast iron? Photo below shows a close up of the area in question. This one is NOT cracked.
Last edited: