
I've had several people ask if I'd post my technique for removal of a gas check shank from a .30 cal. mould.
1st , let me say that if you've never done this kind of work before, you might want to start with a used Lee mould. In the event things don't go well you haven't lost a big pile of $$$.
I use a super sharp 5/16 HS drill bit ( .312" dia. ). ( I know ....everyone says this can't be done ! ! ). Well, it can be done under the right conditions. I'll admit that it is best done by a machinist with proper skills and equipment. Since I don't have access to that, I've learned how to do it with satisfactory results with my " low tech " approach.
I'll also say , if you're the least bit " ham handed " you my want to totally skip all this ! !
For me, the secret has been :
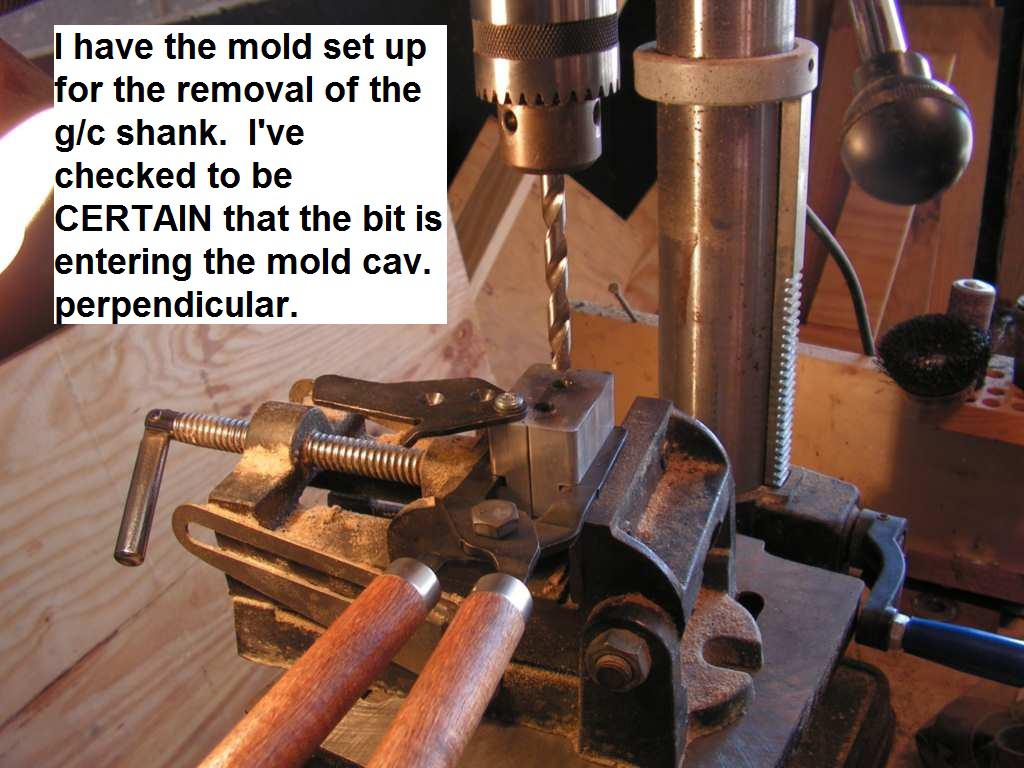
(1) Having your drill bit PERFECTLY perpendicular to the mould cavity.
(2) Having access to a drill press that has minimal run out.
(3) Using the drill stop on your drill press to insure the bit doesn't plunge too deep into the mould.
(4) Having a fixture to hold the mold securely ( see photos below )
Here are some photos :








50 yards, 5 shots, 30-06 , Ruger # 1 :

1st , let me say that if you've never done this kind of work before, you might want to start with a used Lee mould. In the event things don't go well you haven't lost a big pile of $$$.
I use a super sharp 5/16 HS drill bit ( .312" dia. ). ( I know ....everyone says this can't be done ! ! ). Well, it can be done under the right conditions. I'll admit that it is best done by a machinist with proper skills and equipment. Since I don't have access to that, I've learned how to do it with satisfactory results with my " low tech " approach.
I'll also say , if you're the least bit " ham handed " you my want to totally skip all this ! !
For me, the secret has been :
(1) Having your drill bit PERFECTLY perpendicular to the mould cavity.
(2) Having access to a drill press that has minimal run out.
(3) Using the drill stop on your drill press to insure the bit doesn't plunge too deep into the mould.
(4) Having a fixture to hold the mold securely ( see photos below )
Here are some photos :
50 yards, 5 shots, 30-06 , Ruger # 1 :
Last edited: