
wquiles
Well-Known Member
I bought the parts from Rusty back in the summer, I think July, but it was not until today that started work on my 30cal suppressor:
Since it has been a little while and this is a 10" long high-power suppressor, I decided to give the Bison chuck some basic maintenance and perform the alignment/calibration with the 1" precision rod I keep just for this. As you can tell, the chuck needed it - look at all of those small chips!

Special chuck grease:

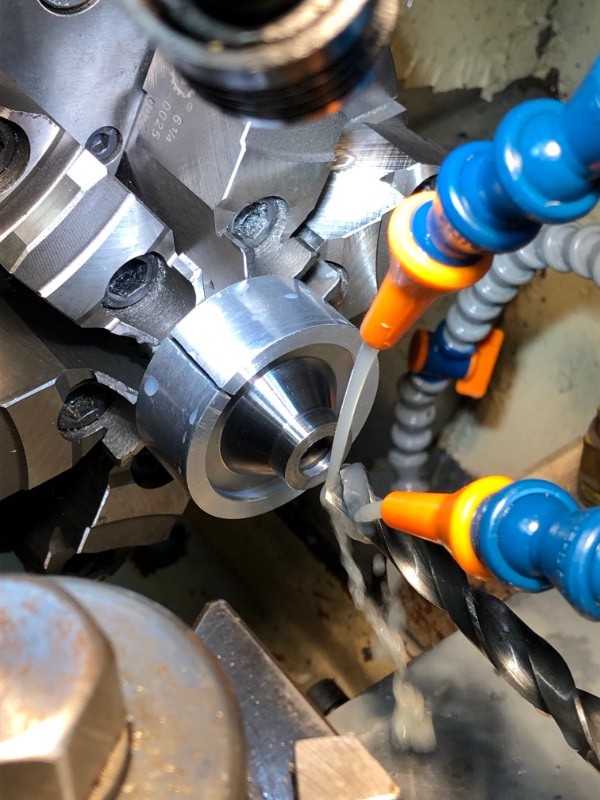
All ready to go? Not quite. Need to align it:

Video when I was done - about 0.00025" tir (each division is 0.0005"):
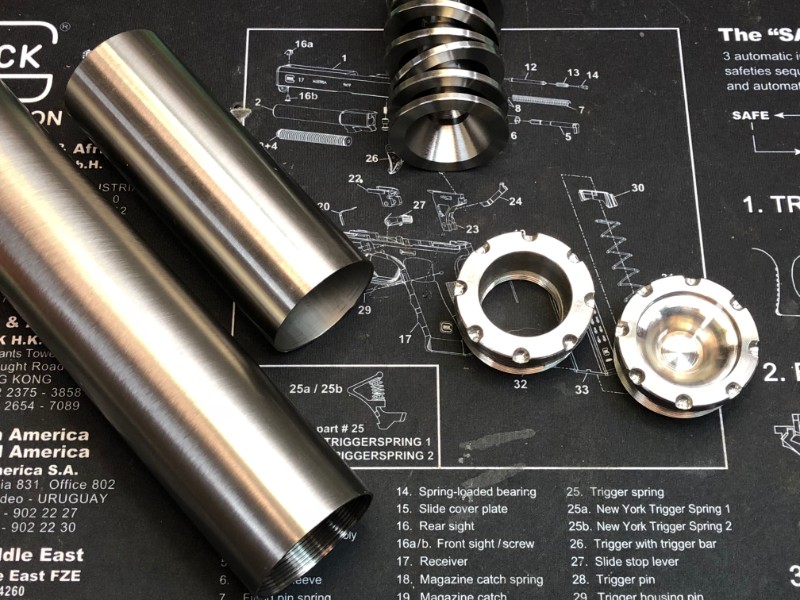
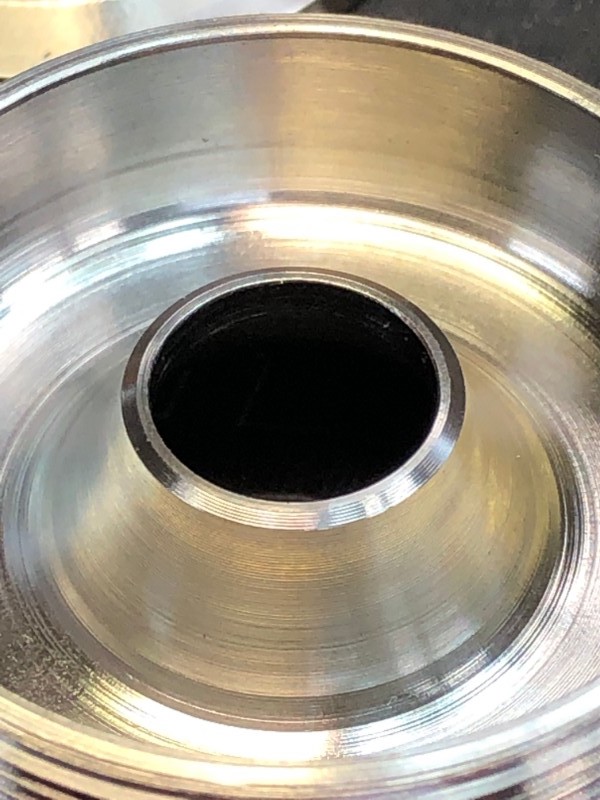
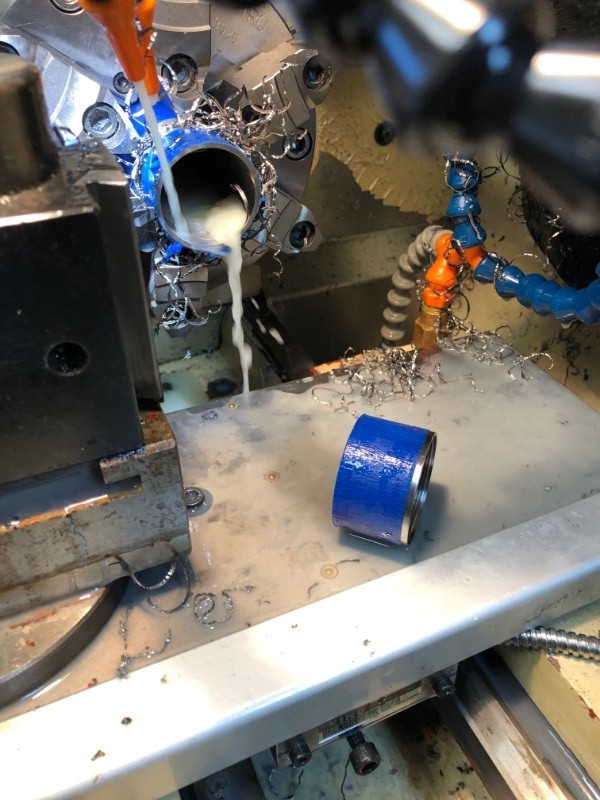
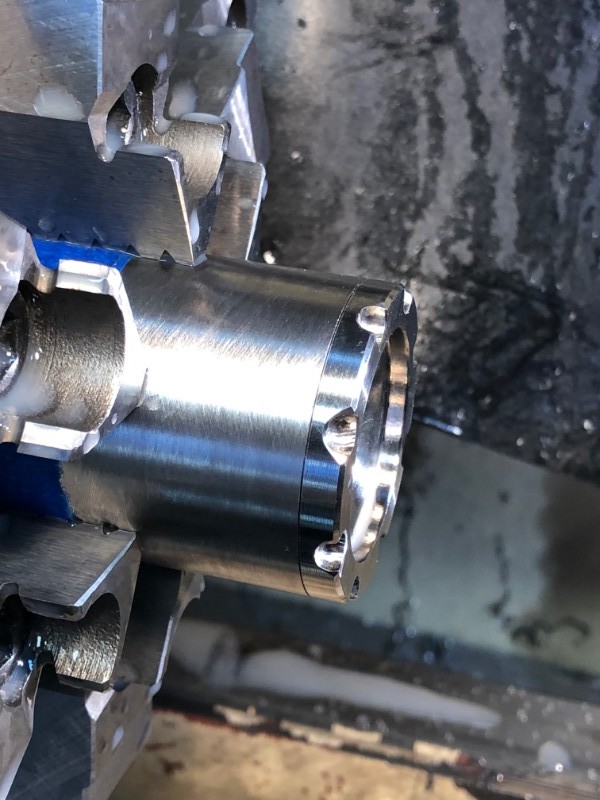
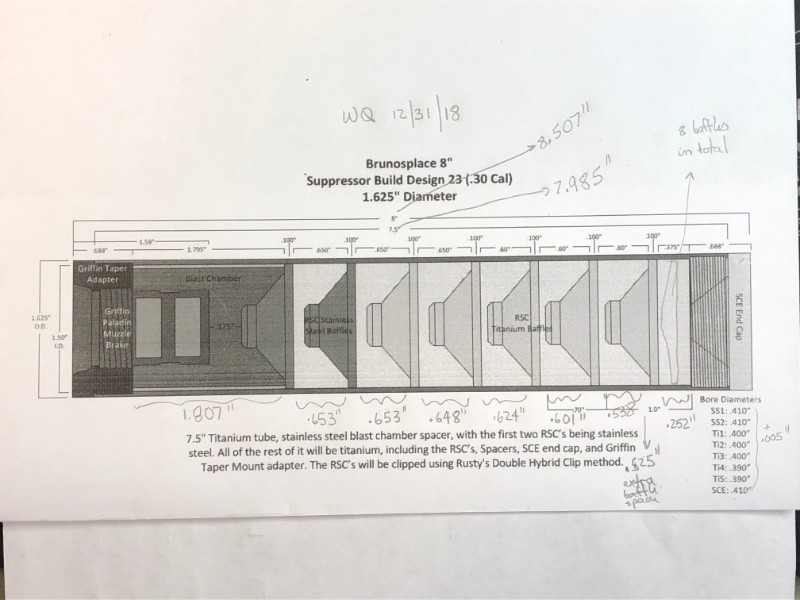
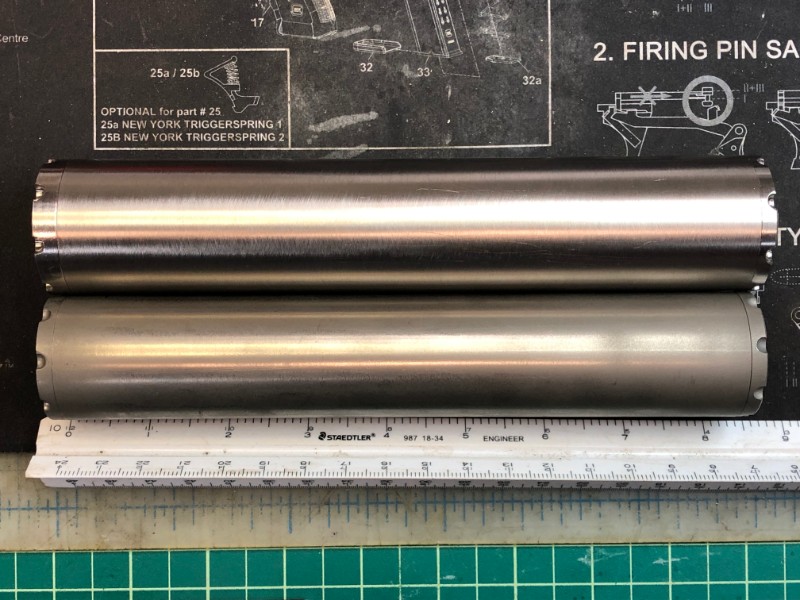
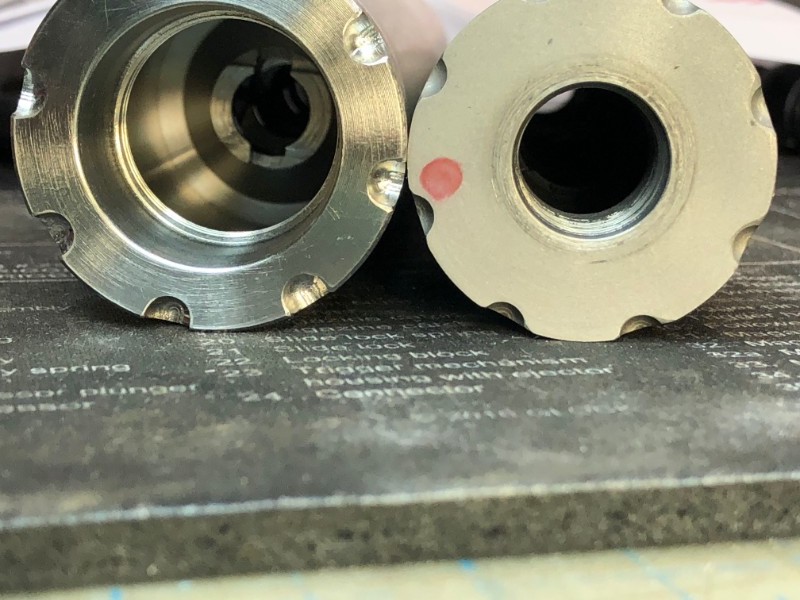
OK, here are all of the parts. For the boring and clipping, I am using the same custom aluminum collet I made for my last 1.5" OD Titanium suppressor (45cal), which I made to support baffles for both 1.5" and 1.625" OD Titanium tubbing (might as well do the work once!):
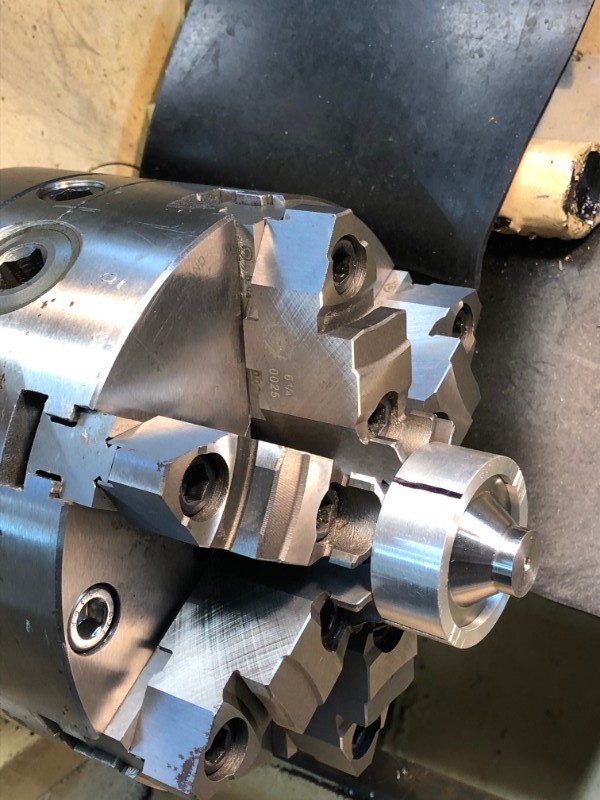
Since it has been a little while and this is a 10" long high-power suppressor, I decided to give the Bison chuck some basic maintenance and perform the alignment/calibration with the 1" precision rod I keep just for this. As you can tell, the chuck needed it - look at all of those small chips!
Special chuck grease:
All ready to go? Not quite. Need to align it:
Video when I was done - about 0.00025" tir (each division is 0.0005"):
OK, here are all of the parts. For the boring and clipping, I am using the same custom aluminum collet I made for my last 1.5" OD Titanium suppressor (45cal), which I made to support baffles for both 1.5" and 1.625" OD Titanium tubbing (might as well do the work once!):
Last edited:































")