wquiles
Well-Known Member
Ian, a couple of more pictures.
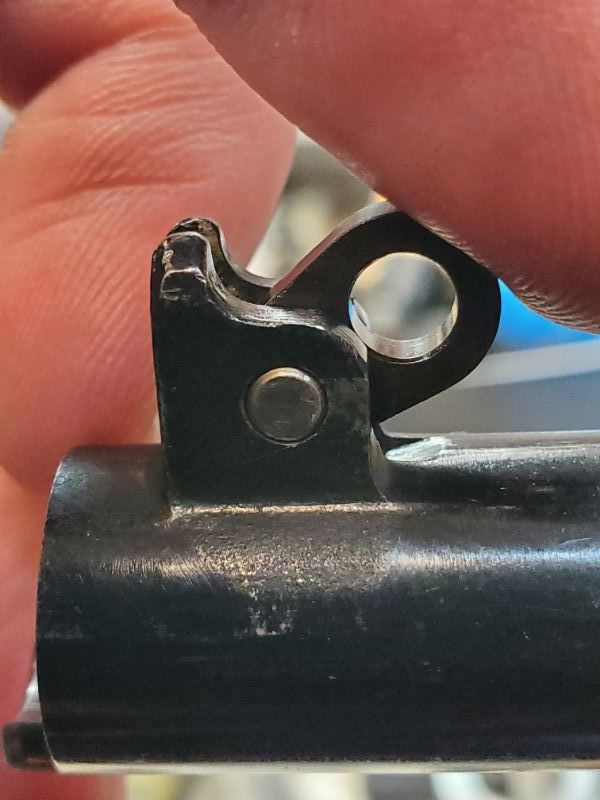
Back of the barrel:

Area around the link, which I went ahead and polished after taking these pictures as you recommended:


As to the accuracy part, plenty for my mostly short distance shooting. At my age and with my eyes, this gun already shoots better than I can hold
And I know it is part of the other thread (Happy 1911) about the mags, and tweaks, but I went ahead and tool the extractor out while I had the gun apart for these pictures, and gave the radius and polished the underside of the hook, to make the rim an easier/smoother path as suggested in that thread. Man, this forum is AWESOME
Will
Back of the barrel:
Area around the link, which I went ahead and polished after taking these pictures as you recommended:
As to the accuracy part, plenty for my mostly short distance shooting. At my age and with my eyes, this gun already shoots better than I can hold
And I know it is part of the other thread (Happy 1911) about the mags, and tweaks, but I went ahead and tool the extractor out while I had the gun apart for these pictures, and gave the radius and polished the underside of the hook, to make the rim an easier/smoother path as suggested in that thread. Man, this forum is AWESOME
Will
Last edited: