462
California's Central Coast Amid The Insanity
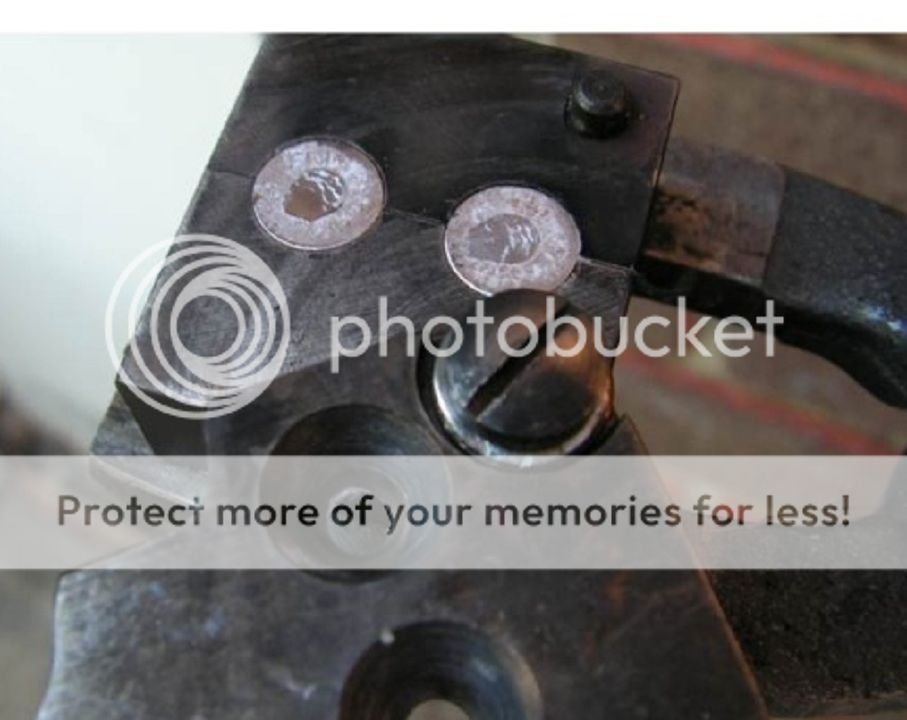
A NOE 311169 (Lyman 311291) five-cavity mould has been tormenting me with incomplete base fillout. I’ve read that using a file to just cut the top of the cavities’ sharp edges is the fix, but thought I’d try a different approach.
Not wanting the NOE mould to be the guinea pig, I decided to sacrifice a Lee two-cavity. Using an RCBS deburr/chamfering tool and lightly applied pressure, I gave the tool a half turn. Instant success.
It worked so well, the NOE received the same treatment and is dropping bullets with nice, sharp, completely filled out bases.
The reason for using the deburring/chamfering tool is that it should give a uniform trim, whereas a file may not.
Not wanting the NOE mould to be the guinea pig, I decided to sacrifice a Lee two-cavity. Using an RCBS deburr/chamfering tool and lightly applied pressure, I gave the tool a half turn. Instant success.
It worked so well, the NOE received the same treatment and is dropping bullets with nice, sharp, completely filled out bases.
The reason for using the deburring/chamfering tool is that it should give a uniform trim, whereas a file may not.