
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Teslong Bore Scope, Or, How could I have that much lead in a new gun?
- Thread starter Rockydoc
- Start date





Rockydoc
Well-Known Member
After Cleaning: There is still a little bit of lead left. Not nearly as much. I will go back and get it. I used Safariland KleenBore Lead Away gun cleaning cloth. The Teslong Borescope from Amazon costs a Whopping $80.00. There is a chip in one of the lands right at the end of the muzzle. I don't know how much trouble that is. It might be corrected by re-crowning if it is actually necessary.


358156 hp
At large, whereabouts unknown.
Have you tried the old "Copper Choreboy wrapped around an old bore brush trick"? That was a life changing moment for me. If you try it, make sure you only use the copper Choreboy, they also make a stainless steel version that will damage your barrel. I've also heard that some of the cheaper Choreboy copies are made from steel, or stainless steel that has been copper plated or washed. The safest way to avoid such things is to buy only Choreboy brand.

Just my opinion ..........but..........I think the abrupt transition with little to zero throat contributes to this leading problem.
I had John Taylor ( Taylor Machine ) recut my chamber in my Handi 30-30 rifle.
He did it with a degree and a half throating reamer.
One of the most accurate Handi's I've ever fired.
The " high left " round is clearly me ! !
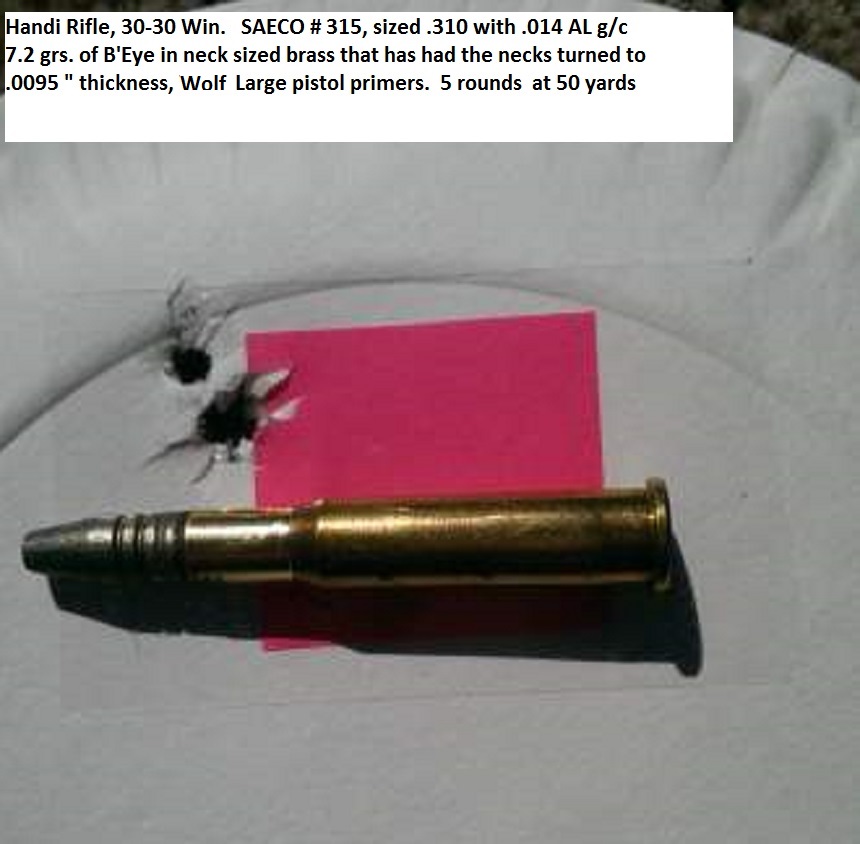
And zero leading.
Ben
I had John Taylor ( Taylor Machine ) recut my chamber in my Handi 30-30 rifle.
He did it with a degree and a half throating reamer.
One of the most accurate Handi's I've ever fired.
The " high left " round is clearly me ! !
And zero leading.
Ben
Last edited:
Rockydoc
Well-Known Member
Or use a magnet to test a question brand. Yes I have used the Chore Boy method effectively. I had not yet tried the lead removing cloth though. I think it worked well. There was one spot in the barrel where the lead was most concentrated, you could feel it, about 5-6 inches from the throat. When it finally felt smooth I thought I had gotten it all. I will go back and see if the Chore Boy will be more effective.Have you tried the old "Copper Choreboy wrapped around an old bore brush trick"? That was a life changing moment for me. If you try it, make sure you only use the copper Choreboy, they also make a stainless steel version that will damage your barrel. I've also heard that some of the cheaper Choreboy copies are made from steel, or stainless steel that has been copper plated or washed. The safest way to avoid such things is to buy only Choreboy brand.
View attachment 16512
Rockydoc
Well-Known Member
Ben, I had that in mind from the very beginning. In fact you had given me his contact info and I have indeed contacted them, but this is before I have given enough effort to see what the gun will do as is. If and when I do send it to John he may be able to fix that chip in the rifling at the muzzle if it really needs fixing.Just my opinion ..........but..........I think the abrupt transition with little to zero throat contributes to this leading problem.
I had John Taylor ( Taylor Machine ) recut my chamber in my Handi 30-30 rifle.
He did it with a degree and a half throating reamer.
One of the most accurate Handi's I've ever fired.
And zero leading.
Ben
You have not found it necessary to modify your Ruger #1 30-30 have you? It looks like it is doing OK so far or is that just Trevor magic?
")
Ian
Notorious member
I think Ben figured out your cause. Sizing to .3095" or so and seating so the front full diameter part of the bullet is snug against the bevel that Ruger laughingly calls a ball seat should help too.
As for the "chip" at the crown, I see a small rolled ding in the middle of the land but also see a lot of deep wormhole pitting, and yes, it can and will negatively affect your groups!
I just went through this myself, look familiar?

I knocked 1/10" off the muzzle with a sharp HSS tool and fixed it:

By the way, what program (app) are you using to run the camera? My Android phone updated and now none of six different endoscope camera apps will work with the Teslong anymore.
As for the "chip" at the crown, I see a small rolled ding in the middle of the land but also see a lot of deep wormhole pitting, and yes, it can and will negatively affect your groups!
I just went through this myself, look familiar?
I knocked 1/10" off the muzzle with a sharp HSS tool and fixed it:
By the way, what program (app) are you using to run the camera? My Android phone updated and now none of six different endoscope camera apps will work with the Teslong anymore.
Ian
Notorious member
Ah. That's why it cost you $80 instead of $50, you got the new version that's also Mac compatible. I should have remembered you don't use PCs. Thanks for the reply.
The bore looks great, nice rifling, smooth, not many tool marks, but it both ends of it need work. Time to void the warranty!
The bore looks great, nice rifling, smooth, not many tool marks, but it both ends of it need work. Time to void the warranty!
Rockydoc
Well-Known Member
Ian, the Teslong borescope version I have is compatible with Mac OS but not Apple iOS. It works on Mac desktop and laptops but not on iPhone or iPad. It works on Android devices which have USB slots. Apple mobile devices don’t have USB slots. My borescope has a metal rod to go down the barrel. Some just have the fiber optic cable to go down the barrel.
HM8485
New Member
I soak the bore with Hoppe's 9, then let it sit for a half hour and run a phosphor bronze brush through a few times, and follow with patches. If there is still some lead visible inside the bore, I soak the bore with Hoppe's and let it sit at least overnight, then run a tight wad of paper towel through and the lead comes right out. Hoppe's formula needs time to work it's way under the lead, and the bore brush helps by cutting through the thin spots giving it more area to access. Has worked will for me for over 50 years in all my guns. Note. Since '70's when tree-huggers suffering from their imaginary "environmental illnesses" forced removal of the arsenic from the secret formula, it doesn't work as well on copper fouling. Patience often makes things a little easier, and makes sense for cleaning after fun at the range. You can finish the next day when you aren't tired. Make sure you wash your hands as it still contains some other things which tastes terrible, and might combine with Pb to form organic lead compounds. Elemental lead itself is not easily absorbed through the skin or digestive tract, organic lead is easily absorbed can damage your kidneys and nervous system and exposure is cumulative. I have also used the stainless "tornado" brushes in my guns for decades without any visible damage.Or use a magnet to test a question brand. Yes I have used the Chore Boy method effectively. I had not yet tried the lead removing cloth though. I think it worked well. There was one spot in the barrel where the lead was most concentrated, you could feel it, about 5-6 inches from the throat. When it finally felt smooth I thought I had gotten it all. I will go back and see if the Chore Boy will be more effective.
Rockydoc
Well-Known Member
Instead of Hoppe's I use Ed's Red to clean everything else, other than lead out of the barrel, then I soak with Kano Kroil which gets under the lead as the Hoppe's does for you.I soak the bore with Hoppe's 9, then let it sit for a half hour and run a phosphor bronze brush through a few times, and follow with patches. If there is still some lead visible inside the bore, I soak the bore with Hoppe's and let it sit at least overnight, then run a tight wad of paper towel through and the lead comes right out. Hoppe's formula needs time to work it's way under the lead, and the bore brush helps by cutting through the thin spots giving it more area to access. Has worked will for me for over 50 years in all my guns. Note. Since '70's when tree-huggers suffering from their imaginary "environmental illnesses" forced removal of the arsenic from the secret formula, it doesn't work as well on copper fouling. Patience often makes things a little easier, and makes sense for cleaning after fun at the range. You can finish the next day when you aren't tired. Make sure you wash your hands as it still contains some other things which tastes terrible, and might combine with Pb to form organic lead compounds. Elemental lead itself is not easily absorbed through the skin or digestive tract, organic lead is easily absorbed can damage your kidneys and nervous system and exposure is cumulative. I have also used the stainless "tornado" brushes in my guns for decades without any visible damage.
I went back with the Chore Boy and it got the rest of the lead out in just a few strokes after the Kroil soak for 30 minutes.
Jäger
Active Member
Instead of Hoppe's I use Ed's Red to clean everything else, other than lead out of the barrel, then I soak with Kano Kroil which gets under the lead as the Hoppe's does for you. I went back with the Chore Boy and it got the rest of the lead out in just a few strokes after the Kroil soak for 30 minutes.
Just some experience some might find interesting regarding fears of anything resembling steel wool in bores. And I'm not suggesting everybody should change their cleaning regimes. Just some corporate info and personal experience.
I just spent eight months as the operations manager getting the carcass of what was Montana Rifle Company up and running again. Or at least, the barrel making side of the business. We walked in there a week later - the place looked like everybody went home after work Friday afternoon and then just forgot to come back Monday morning. That is an interesting story in itself - a cutoff machine made in 1902 that cuts the 12' long bar stock to the lengths to be drilled, reamed, and bored. The machines doing the long hole drilling and reaming are Pratt & Whitney's dating from the 1930's, that spent WWII, Korea, Vietnam, etc making barrels for Garands, M1 carbines, Thompsons, etc. Brass tags indicating "War Department" and "Springfield Armory" still riveted to them.
Those century old machines were doing 3,700 barrels A WEEK for the brief period Remington purchased the barrel side of Montana Rifle Company for that purpose.
Back to the story:
So after drilling, reaming, button rifling, and heat treating, the barrels are "hand lapped" to remove reamer marks. This is done by wrapping medium steel wool around a brass bore brush and then givin' 'er. The employees don't use regular cleaning rods - those break from the two handed effort put into the "hand lapping". They make custom lapping rods for each caliber on the CNC machinery in the shop. They have a two handed grip not much smaller than a baseball bat. Didn't see any fat guys working at the barrel lapping stands, where they do barrels ten at a time, progressing from barrel to barrel. Getting paid to do Crossfit...
This "hand lapping" is done to the point where the remaining reamer marks in the barrel have been reduced/eliminated to the point where borescope examination determines they meet QC/QA standards prior to shipping to the rifle manufacturer who ordered the barrels. Or ultimately, if the barrel finish was really bad, to the point that the lapping with steel wool opens the bore up to the point where it overpins and fails the pin gauge portion of QC testing.
After 45+ years of competitive shooting, bullet casting, and 'everybody knows' tribal knowledge, I was completely aghast to watch this and find out that was the way it was done. And more than a few other barrel makers, including name custom barrel makers, also do their "hand lapping" the same way - using medium steel wool.
Couldn't believe my eyes - first thought the must be doing it as a gag to watch the new boss's head explode. Like many cast bullet types, I had lapped several rifle barrels by pouring a lead lap, loading it with increasingly fine grades of clover compound, repeatedly obdurating the lap in the bore by tapping it, etc. That's what hand lapping a barrel meant to me.
Turns out Montana Rifle Company/Remington isn't an outlier in using steel wool to lap barrels after reaming and button rifling. And MRC's rifles had a pretty good reputation for out of the box accuracy (their QC/QA reputation, as I quickly learned, was another thing).
Just out of curiosity after watching this, after the shop closed for the day, I grabbed a barrel in line for being lapped, set it up in the lapping vises, and started scrubbing. Regularly inspecting the bore to wait for rounding to start appearing at the top corners of the lands. After all, when you simply wrap steel wool around a bore brush, you don't have equal contact and equal force on all surfaces being lapped.
To shorten an already long story, it took a long, LONG time and some real sweat to start seeing any degree of rounding on the corners of the lands. And by that time, the barrel was WAY over the point of overpinning. It went in the stack of other failed 6.5 barrels that would be redrilled to .30 (probably for an order intended for .300 Blackout). It's important to remember that these are barrel blanks that have yet to be chambered or have the muzzle cut and crowned.
I doubt this is going to make anybody rush out to buy a lifetime supply of Bulldog medium steel wool along with a cleaning rod that will take the abuse. But as I proved to myself, steel wool isn't instant death to a rifle barrel - and there's probably a few people here with custom barrels from name custom barrel manufacturers on their bolt guns that don't know the "hand lapping" their expensive barrel received prior to profiling and chambering was done with medium steel wool.
Must be a few out there with a scrapped barrel or two laying around. Clamp them in your vise and try it for yourself.