
wquiles
Well-Known Member
Yes, first try since when I was doing the "last" operation I broke it. Design problem, it was too thin in one area, so I know how to fix it, which means starting from scratch again 
Okay, here is my host. Handy rifle, cut and threaded by me in my lathe (a project on its own due to chamber side of the barrel assembly!) in 45-70:

And here is my suppressor, my form 1 45cal, 1.5OD, titanium:
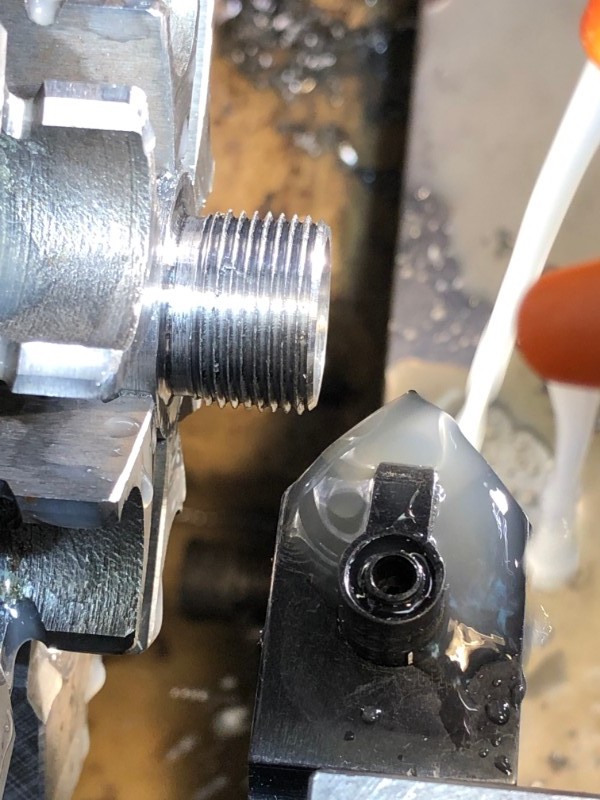
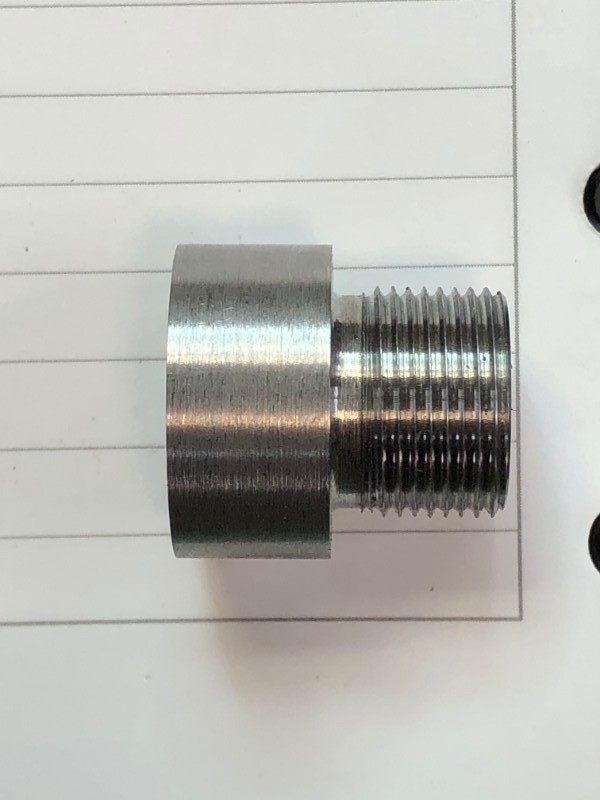
The barrel was threaded .578-28, which is the standard "handgun" 45cal suppressor thread size (note: I should have threaded it 5/8-24 instead!), but build the suppressor to be used in my 308 Savage which is threaded for 5/8-24, so I needed an adapter. I tried a cheap one from Ebay to see how they did it:

But I did't like it, so I decided to make my own, based on a left-over 4140 steel piece from one of my guide rods for my air-oil Mega press:

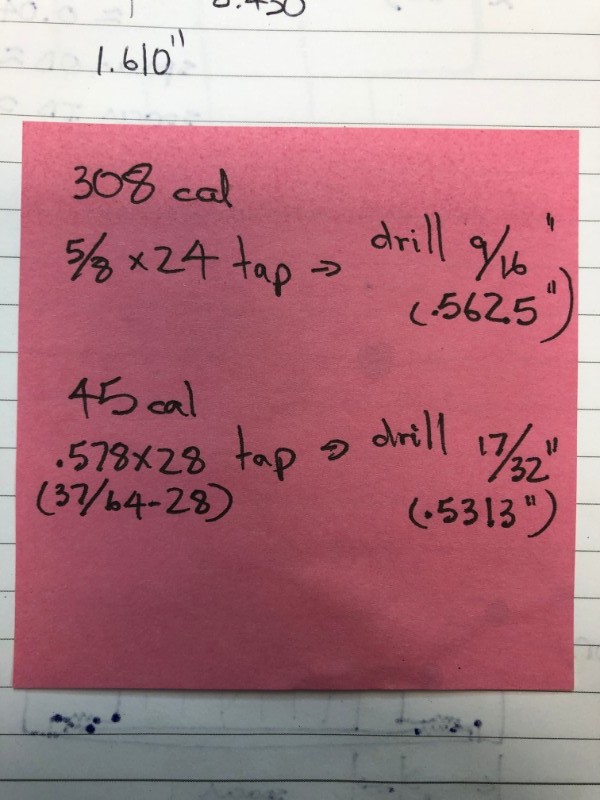
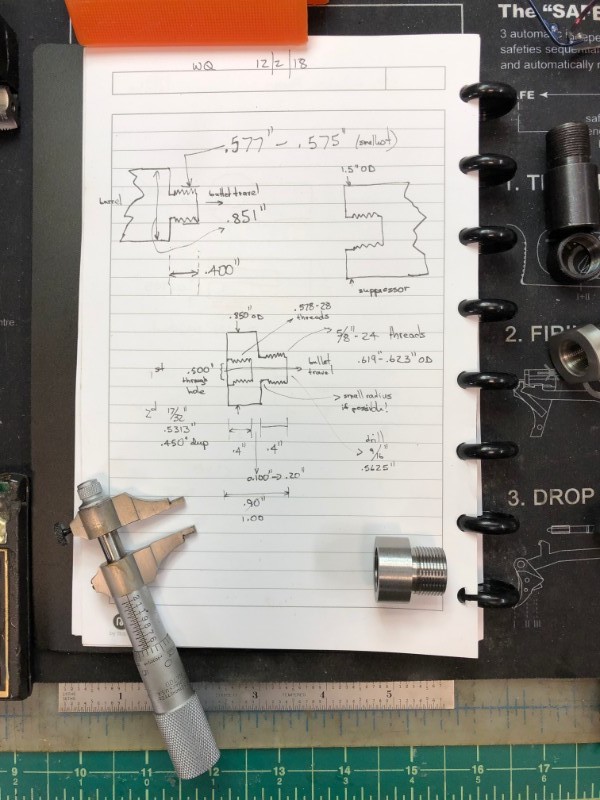
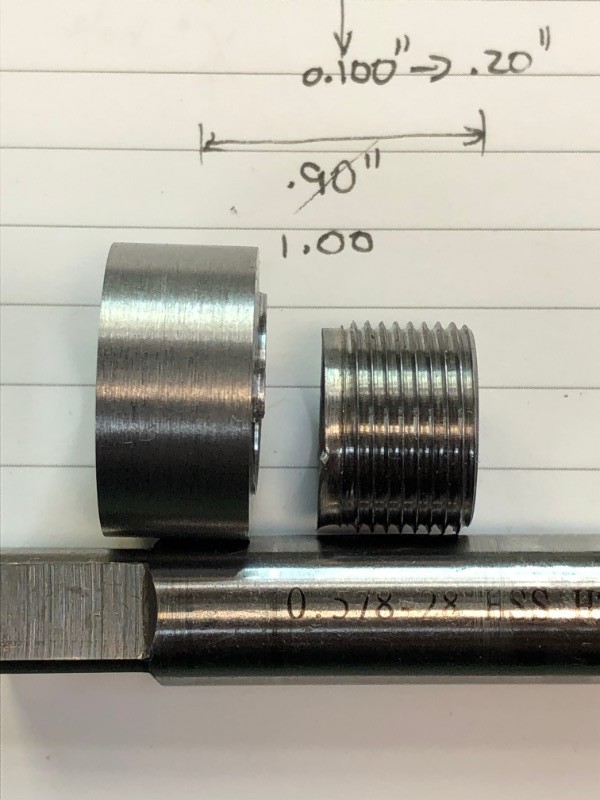
I looked at my past notes for guidance on how to make the adapter:
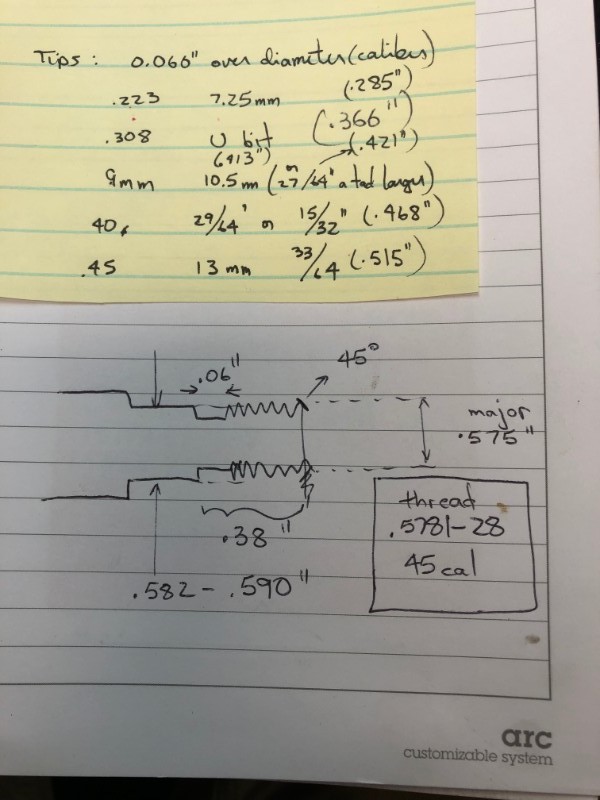
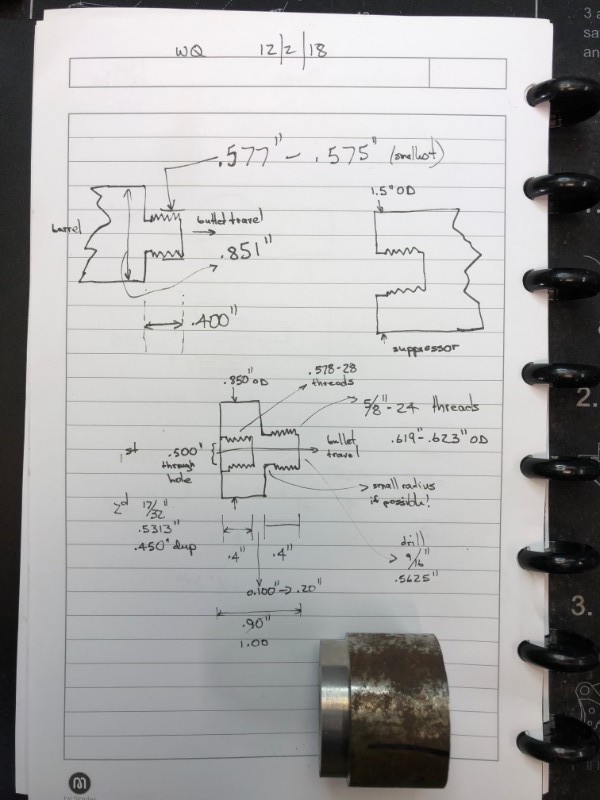
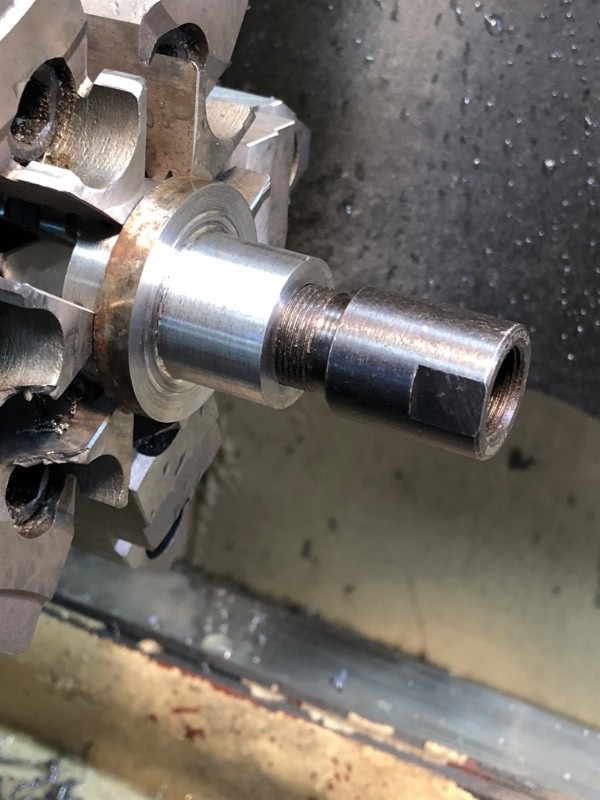
So I measured the barrel/host, and came up with a basic design: go from .578-28 on the barrel to 5/8-24 on the suppressor:
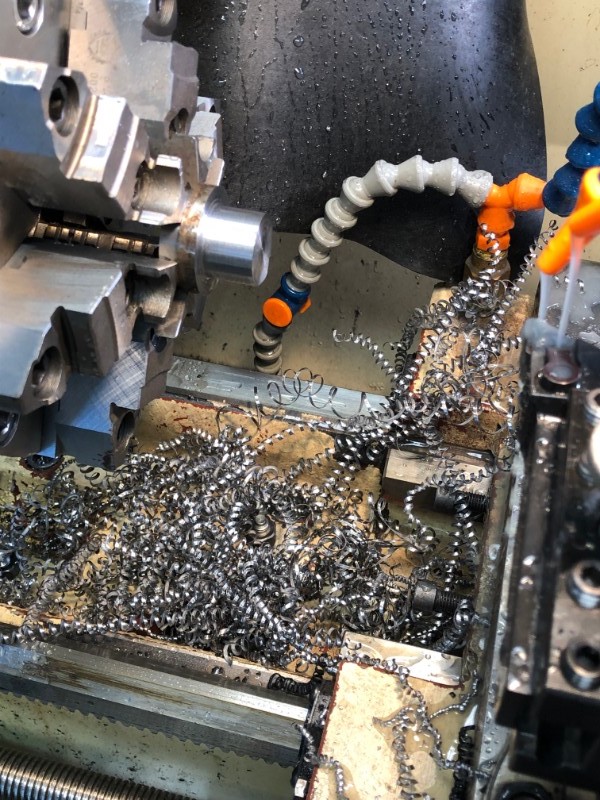
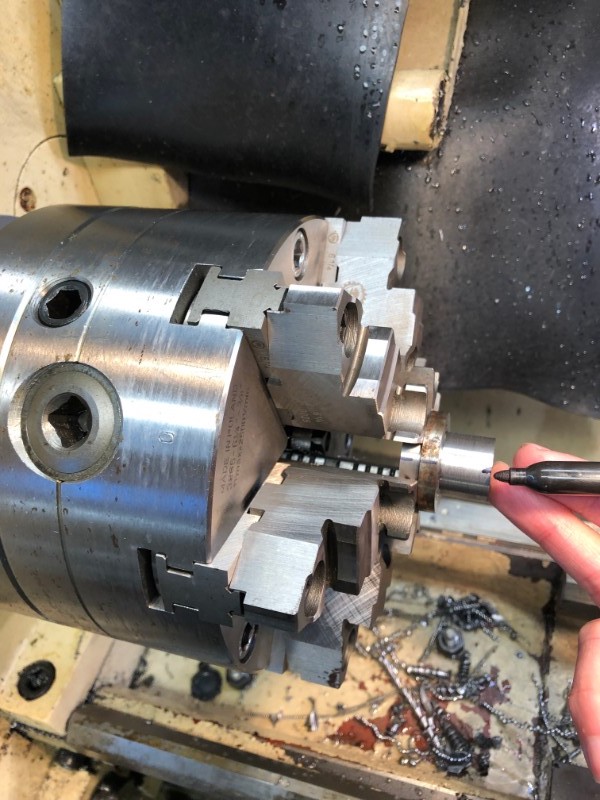
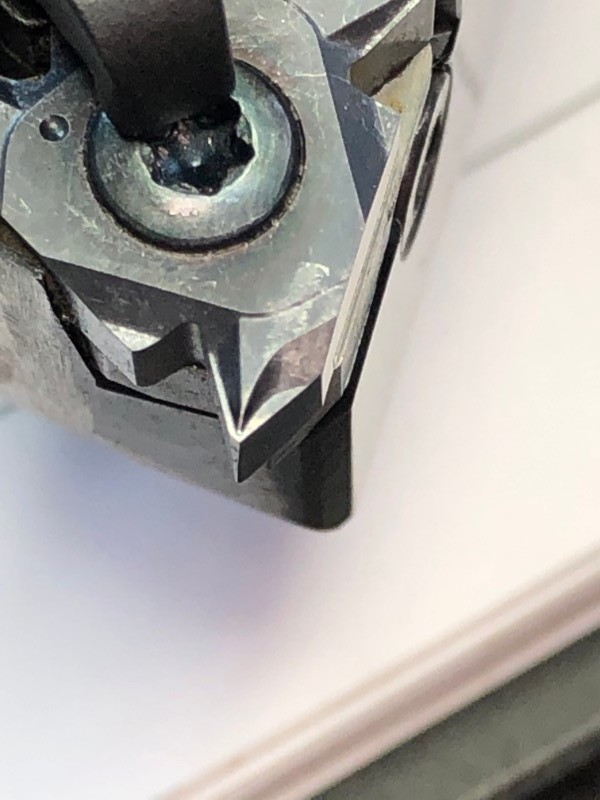
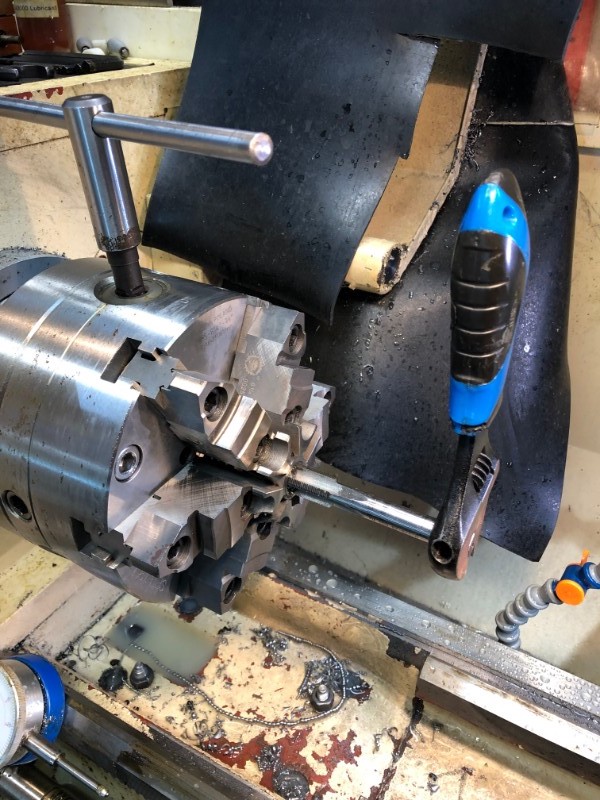
So I started by facing the part, and try to do as many operations as I can leaving the part in the chuck for concentricity and alignment:


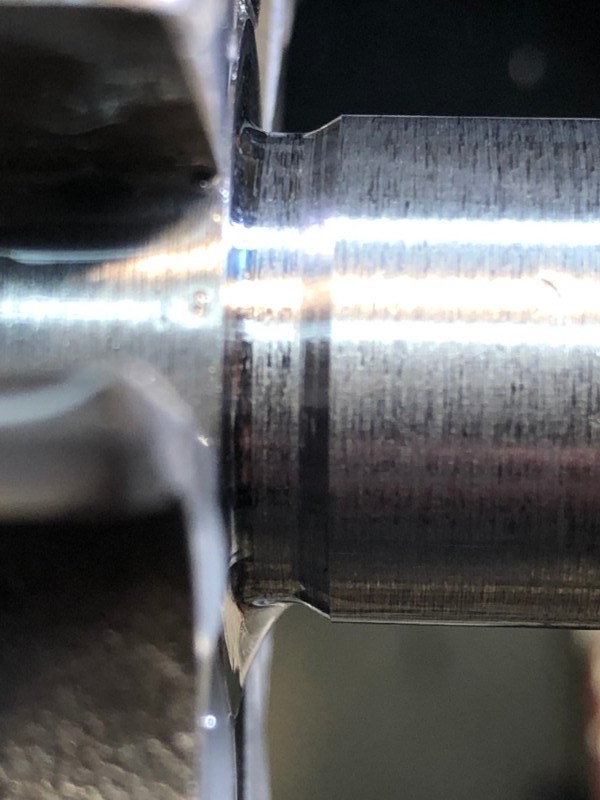
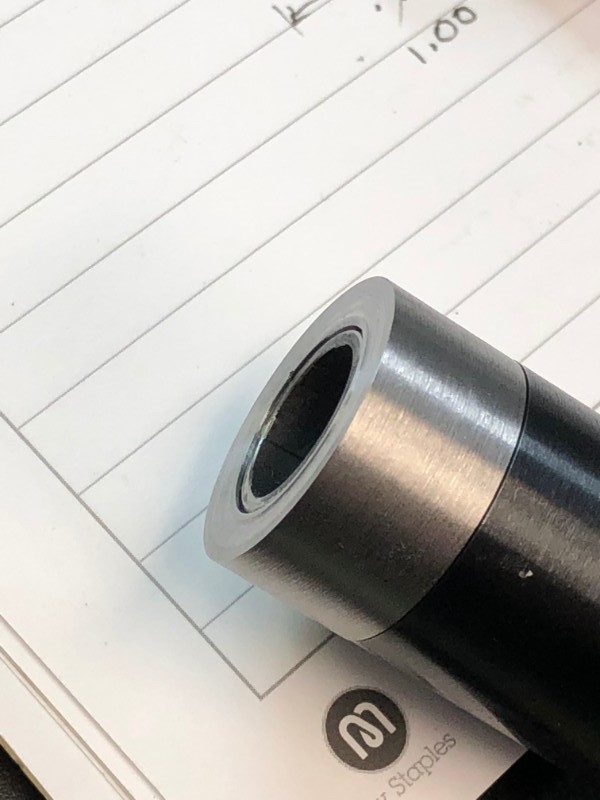
Then work on the OD, target of .851":
Okay, here is my host. Handy rifle, cut and threaded by me in my lathe (a project on its own due to chamber side of the barrel assembly!) in 45-70:
And here is my suppressor, my form 1 45cal, 1.5OD, titanium:
The barrel was threaded .578-28, which is the standard "handgun" 45cal suppressor thread size (note: I should have threaded it 5/8-24 instead!), but build the suppressor to be used in my 308 Savage which is threaded for 5/8-24, so I needed an adapter. I tried a cheap one from Ebay to see how they did it:
But I did't like it, so I decided to make my own, based on a left-over 4140 steel piece from one of my guide rods for my air-oil Mega press:
I looked at my past notes for guidance on how to make the adapter:
So I measured the barrel/host, and came up with a basic design: go from .578-28 on the barrel to 5/8-24 on the suppressor:
So I started by facing the part, and try to do as many operations as I can leaving the part in the chuck for concentricity and alignment:
Then work on the OD, target of .851":
Last edited:














")
























