
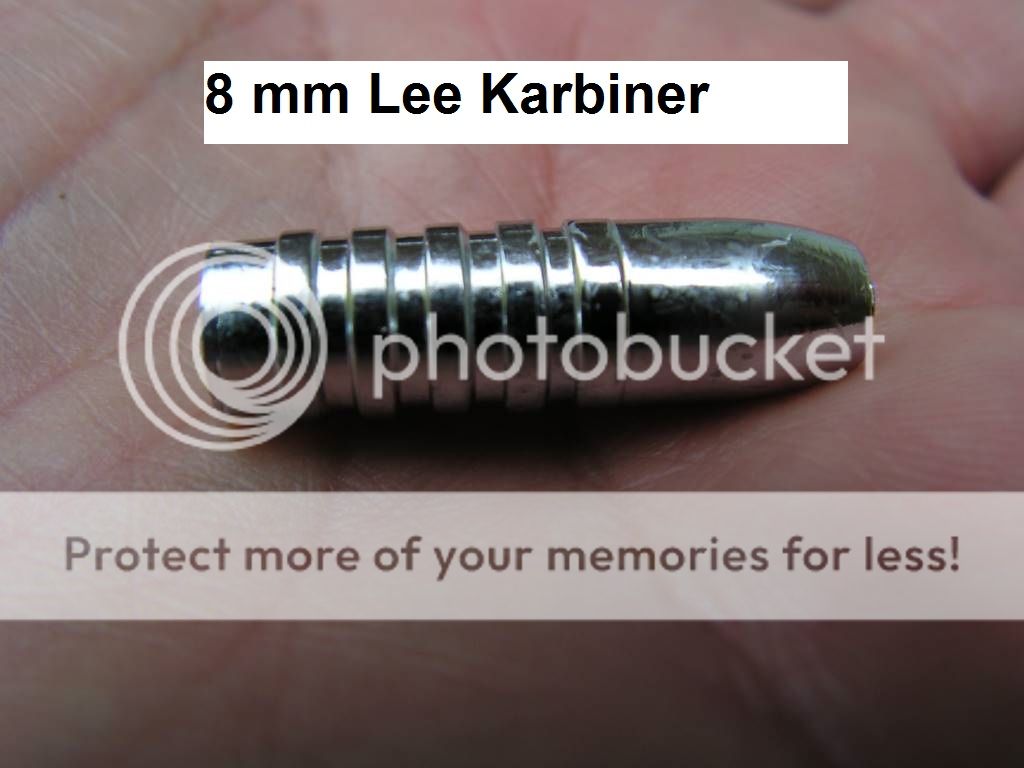
Recently, I got out an older mold.
It is a Lee 8 mm Karbiner .
I've had it about 10 yrs.
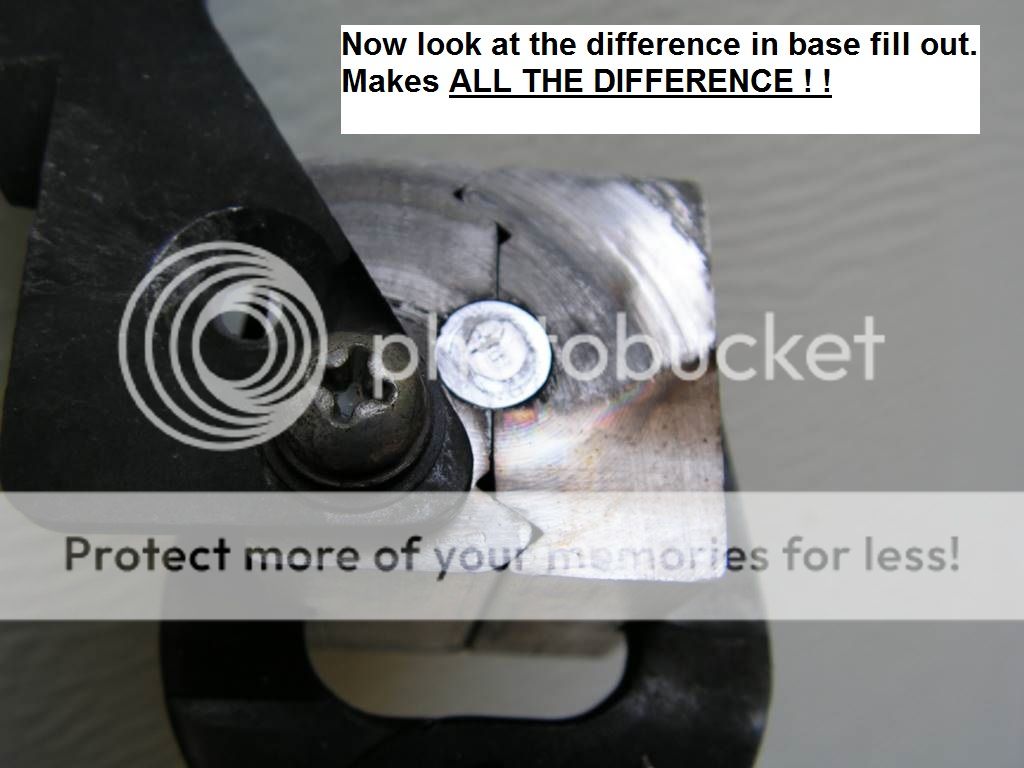
The bullet bases did not want to fill out well.
I keep cleaning the mold, no change.
I finally took a jeweler's file and " broke the edge" of the tops of the mold blocks.
Made all the difference in the world.
If you choose to do this with one of your molds, DO NOT TAKE OFF TOO MUCH METAL, it will cause the mold to " fin ". Go slow.
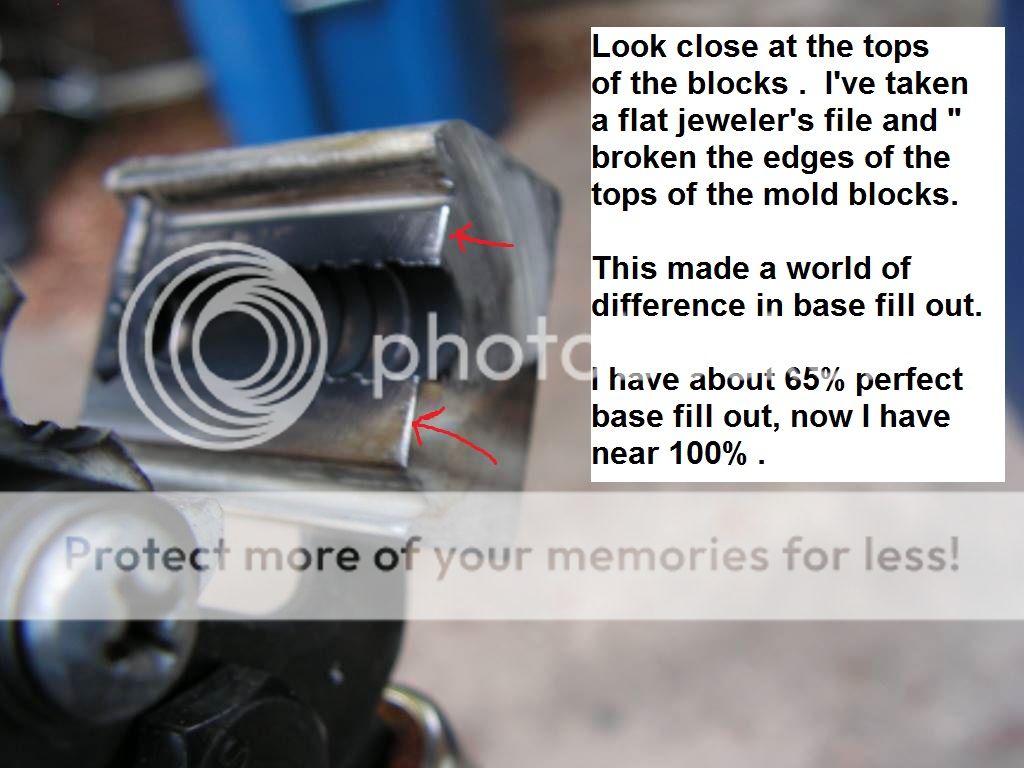
Here are photos of a Lyman 357446 that was stubborn at 1st ( about a 25% rejection rate ) on base fill out. After venting off air at the tops of the blocks ( look close at the tops of the blocks and you can see my work ), the blocks are now down to about a 2 % rejection rate.
Also notice how well the drive bands are filling out.
You'll often times see poor drive band fill also out when there is a venting problem.


It is a Lee 8 mm Karbiner .
I've had it about 10 yrs.
The bullet bases did not want to fill out well.
I keep cleaning the mold, no change.
I finally took a jeweler's file and " broke the edge" of the tops of the mold blocks.
Made all the difference in the world.
If you choose to do this with one of your molds, DO NOT TAKE OFF TOO MUCH METAL, it will cause the mold to " fin ". Go slow.



Here are photos of a Lyman 357446 that was stubborn at 1st ( about a 25% rejection rate ) on base fill out. After venting off air at the tops of the blocks ( look close at the tops of the blocks and you can see my work ), the blocks are now down to about a 2 % rejection rate.
Also notice how well the drive bands are filling out.
You'll often times see poor drive band fill also out when there is a venting problem.
Last edited:






