
Much has been written about this problem.
I've read of many techniques that are " supposed " to work.
When gas checks are seated crooked, it has been my experience that the cause
is , more likely than not, a gas check that is too tight for the gas check shank.
I was " plagued " with this problem of getting gas checks on straight for many years. Very frustrating. Finally relief to my problems ! !
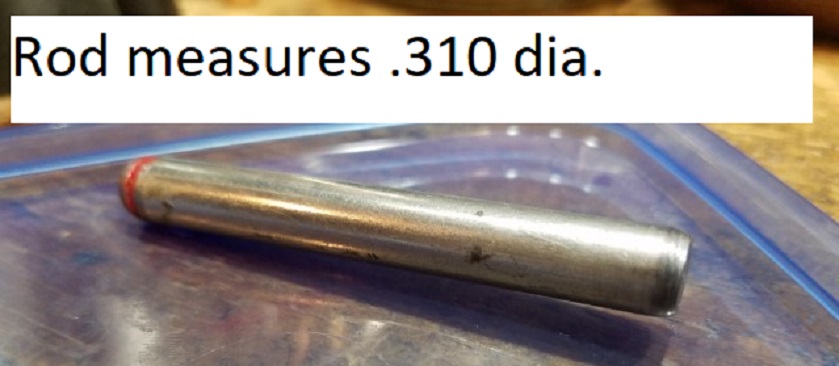
Several years ago, I fixed my problem with a .28 cent bolt from the hardware store. I cut the head and threads off with a hacksaw. I put a slight taper on the end of the bolt that would allow me to flare my gas checks. It will take you a bit of " trial and error " to get the correct taper. You want just enough flare on your gas check that it will slide onto the shank of the bullet without interference.
About 2 or 3 light taps on the gas check with this tool makes all the difference in the world with your chances of getting a gas check on straight ( very impt. in my opinion for any chances of accuracy with a cast bullet ).
I have since made these flare tools for 7mm, 8mm, .35 cal., .44, and .45 cal.
The flare tool will work with commercial gas checks like Hornady , or with the aluminum ones that I make.
A good machinist can make a tool for this purpose that works with a standard reloading C press. However, it doesn't work any better than my tool.
Ben



This is what happens at the range after the gas check is seated properly .

I've read of many techniques that are " supposed " to work.
When gas checks are seated crooked, it has been my experience that the cause
is , more likely than not, a gas check that is too tight for the gas check shank.
I was " plagued " with this problem of getting gas checks on straight for many years. Very frustrating. Finally relief to my problems ! !
Several years ago, I fixed my problem with a .28 cent bolt from the hardware store. I cut the head and threads off with a hacksaw. I put a slight taper on the end of the bolt that would allow me to flare my gas checks. It will take you a bit of " trial and error " to get the correct taper. You want just enough flare on your gas check that it will slide onto the shank of the bullet without interference.
About 2 or 3 light taps on the gas check with this tool makes all the difference in the world with your chances of getting a gas check on straight ( very impt. in my opinion for any chances of accuracy with a cast bullet ).
I have since made these flare tools for 7mm, 8mm, .35 cal., .44, and .45 cal.
The flare tool will work with commercial gas checks like Hornady , or with the aluminum ones that I make.
A good machinist can make a tool for this purpose that works with a standard reloading C press. However, it doesn't work any better than my tool.
Ben
This is what happens at the range after the gas check is seated properly .
Last edited:


