
L1A1Rocker
Active Member
Here's some progress on my Form 1 Titanium silencer. (Form 1 is the ATF form you use when you want to make your own)
This is basically what it will look like when done:
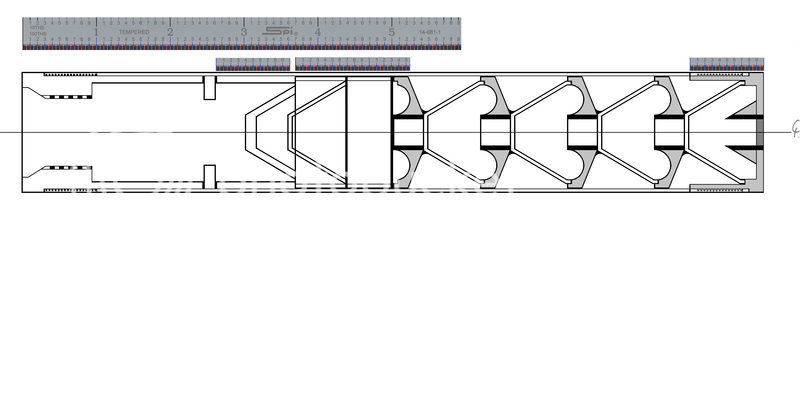
This will screw on to the muzzle brake that I posted about earlier. The muzzle brake will also work as it's own baffles inside the silencer.
Here's a diagram of the first few parts:
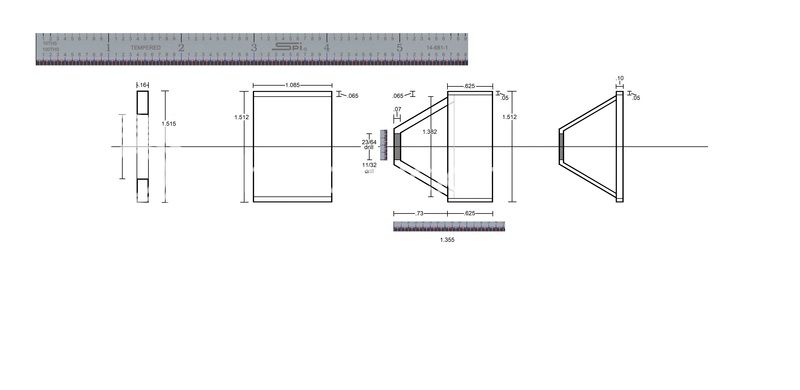
I've got the blast baffle/first end cap partially finished. The latest part I've been working on is the first cone baffle. Here are some pictures.




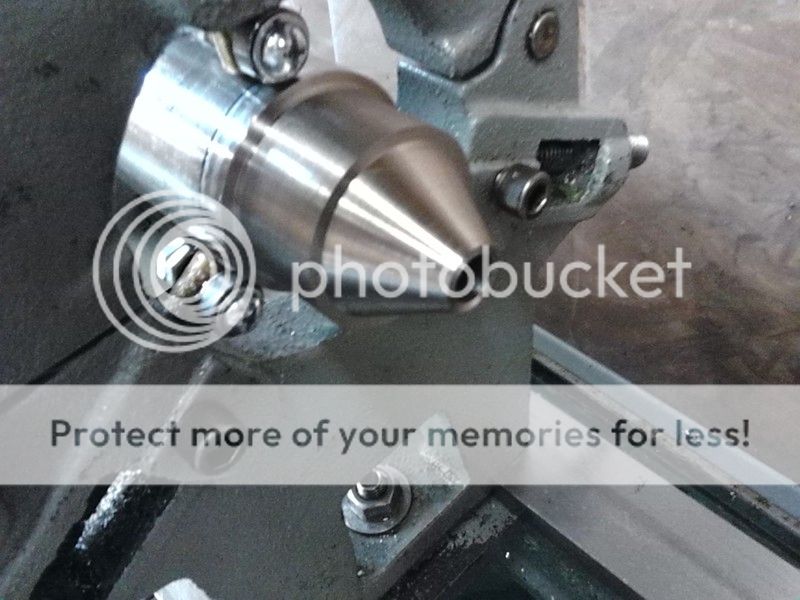
This next picture shows why a number of people will run their lathe backwards and mount their cutting tool upside down. I don't have that capability with my Atlas so I have to work from the back side while cutting the 60* cone.

And the cone is taking shape.
Please note here the upgraded fingers on the steady rest. The brass fingers super heated on the titanium in just a few seconds. They expanded and caused the work to seize up dead. I had to upgrade to some bearings. And of course no one in this po-dunk town carries such an animal so I had to order them from Enco.


Parting off.

I've learned a bit about parting this last year. In particular when parting Titanium go slow (back gears engaged) and step down. Plunge the parting tool in a bit, then move over and do it again and work your way down. This way you don't get too hot and bind the blade.

And a pic showing how I hung the misting nozzle.

And there it is.

The next step is to carve out the innards. BUT, I'm going to go ahead and do the other cone and spacer while I've got the Titanium round stock in the lathe.
More to come later. . .
This is basically what it will look like when done:

This will screw on to the muzzle brake that I posted about earlier. The muzzle brake will also work as it's own baffles inside the silencer.
Here's a diagram of the first few parts:

I've got the blast baffle/first end cap partially finished. The latest part I've been working on is the first cone baffle. Here are some pictures.




This next picture shows why a number of people will run their lathe backwards and mount their cutting tool upside down. I don't have that capability with my Atlas so I have to work from the back side while cutting the 60* cone.

And the cone is taking shape.
Please note here the upgraded fingers on the steady rest. The brass fingers super heated on the titanium in just a few seconds. They expanded and caused the work to seize up dead. I had to upgrade to some bearings. And of course no one in this po-dunk town carries such an animal so I had to order them from Enco.



Parting off.

I've learned a bit about parting this last year. In particular when parting Titanium go slow (back gears engaged) and step down. Plunge the parting tool in a bit, then move over and do it again and work your way down. This way you don't get too hot and bind the blade.

And a pic showing how I hung the misting nozzle.

And there it is.

The next step is to carve out the innards. BUT, I'm going to go ahead and do the other cone and spacer while I've got the Titanium round stock in the lathe.
More to come later. . .





