Pistolero
Well-Known Member
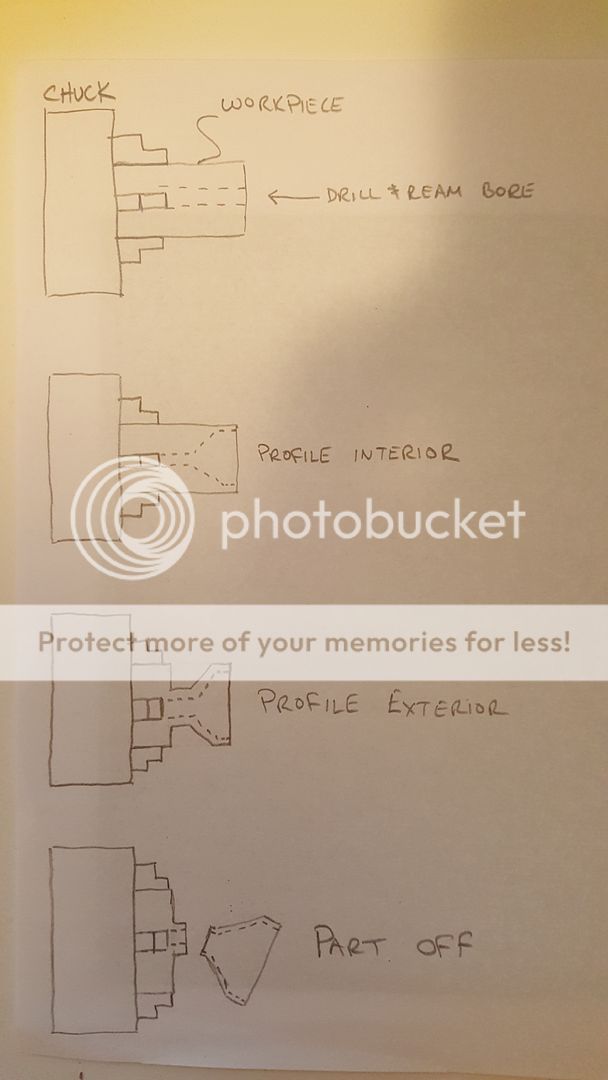
OK, I apologize for my dumb comment, but I thought that the issue was the cylindrical wall
thickness - which is what the pics were showing being cut. Now I understand it is the cone
wall thickness, not easily measured.
I do like Brad's idea of carefully laying out and cutting a template/gauge. If you laid it out in
about 1/16th inch flat steel, carefully measuring and scribing the lines and then cut and finally filed to
accurate shape, you could just cut until the gauge would drop into the part properly. If you were
trying to hold .001 tolerances, not so good. But, as I understand this, you just need to be about
.035 wall thickness and being off by .005 is OK, as long as you don't cut through.
Given that you are going to make more than one part, for me, the time spent on the gage would be
worth it. But the opinion of a rank novice isn't worth all that much!")
Smokeywolf - I have, in the last year, fully disassembled a Rem Mod. 11 and a Win Mod 97 shotguns.
The bolts on those guns are a real masterwork of metal cutting. Both are almost like a block of
Swiss cheese, except that the "holes", coming in from ALL sides, are all complex shapes, with multiple
parts intersecting, passing each other and sometimes one locking another part in place. That John
Browning imagined these designs without solid modeling software, and finally - that the machinists
could manufacture them at a cost that could be repaid by the sale are both minor mechanical
miracles. Browning was a true genius, no doubt, but he sure put a lot of difficult work on the
guys who had to make those guns. The lifters (carriers) of both designs are similarly complex
machined parts, with the Rem 11 (Browning Auto 5 clone) being a fixturing exercise as 90% of the metal is removed,
and the Win 97 more like the bolts, a block with all sides machined into complex shapes and
then myriad of holes and slots cut through, some blind, many intersecting.
Look at a modern pump gun like the ubiquitous Mossberg 500 (almost the same as the High Standard
Flight King series, and several other designs that are nearly identical) and you find that the real
genius there is that their design is so incredibly simple, very low parts count, each part is very
simple (cheap) to make, yet the gun works very well. Compare the machining cost of a Win 97 to
a HS Flight King, and you have to have at least 3 times the machining time in the Win 97, and some
really difficult cuts, too. Can't remember any specifics now but at the time I was puzzled how
you could even make some of the cuts. They seemed superficially impossible, actually as much a
measure of my ignorance of machining than anything else.
thickness - which is what the pics were showing being cut. Now I understand it is the cone
wall thickness, not easily measured.
I do like Brad's idea of carefully laying out and cutting a template/gauge. If you laid it out in
about 1/16th inch flat steel, carefully measuring and scribing the lines and then cut and finally filed to
accurate shape, you could just cut until the gauge would drop into the part properly. If you were
trying to hold .001 tolerances, not so good. But, as I understand this, you just need to be about
.035 wall thickness and being off by .005 is OK, as long as you don't cut through.
Given that you are going to make more than one part, for me, the time spent on the gage would be
worth it. But the opinion of a rank novice isn't worth all that much!
Smokeywolf - I have, in the last year, fully disassembled a Rem Mod. 11 and a Win Mod 97 shotguns.
The bolts on those guns are a real masterwork of metal cutting. Both are almost like a block of
Swiss cheese, except that the "holes", coming in from ALL sides, are all complex shapes, with multiple
parts intersecting, passing each other and sometimes one locking another part in place. That John
Browning imagined these designs without solid modeling software, and finally - that the machinists
could manufacture them at a cost that could be repaid by the sale are both minor mechanical
miracles. Browning was a true genius, no doubt, but he sure put a lot of difficult work on the
guys who had to make those guns. The lifters (carriers) of both designs are similarly complex
machined parts, with the Rem 11 (Browning Auto 5 clone) being a fixturing exercise as 90% of the metal is removed,
and the Win 97 more like the bolts, a block with all sides machined into complex shapes and
then myriad of holes and slots cut through, some blind, many intersecting.
Look at a modern pump gun like the ubiquitous Mossberg 500 (almost the same as the High Standard
Flight King series, and several other designs that are nearly identical) and you find that the real
genius there is that their design is so incredibly simple, very low parts count, each part is very
simple (cheap) to make, yet the gun works very well. Compare the machining cost of a Win 97 to
a HS Flight King, and you have to have at least 3 times the machining time in the Win 97, and some
really difficult cuts, too. Can't remember any specifics now but at the time I was puzzled how
you could even make some of the cuts. They seemed superficially impossible, actually as much a
measure of my ignorance of machining than anything else.
Last edited: