Ok, I guess it's way past time to do some more posting. Sorry folks, I've been doing a lot more "doing" lately and not much posting. I wanted to get this project done by Christmas. . .
When last we left off, I was moving to making the K baffles.
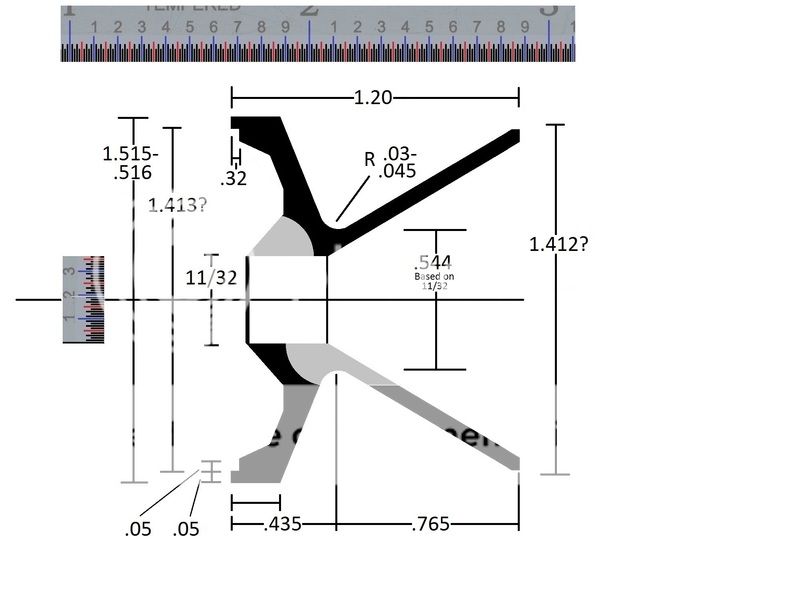
Here's one of the sketches I did - it's not the one I wound up using, but it's close enough, and already on my photobook acct. You'll see the relevant changes as we progress.
Also I need to note a change. I had originally planned on this being a 100% Titanium build. BUT, I was running out of titanium so I made an executive decision. The last two K-baffles (four K baffles plus two cone baffles total) would be made of 6061-T6 aluminum. I've read of manufactures doing this so I think I'll be OK with this change.
The first step in this process is to plunge cut into the round stock to make the "waist" of the K baffle. The waist needs to be radiused so I modified a parting blade for the job.
And got to cutting

I have to say, cutting aluminum again was nice. And with the new coolant system going, it really cut fast.

In the following picture you see I've started the 60* cut making the outside cone portion of the K. You'll also note the deep cuts to the right. That was a mistake I made. I cannot trust the dials when cutting titanium do to the flexing of the lathe. So I wanted to figure out what I needed to do in order to get some measuring tools down into the plunged cut made by the modified cut off blade. Well, I got carried away and went down too far on a second pass. Soooo, I had to move over and start again.

and making some chips

Looking good

Now it's time to put the angle on the inside of the plate.

Looking good (again)

Ok, now it's time to chop off the mistake and get to work on the inside of the cone portion.

A picture of how the boring bare was set up.

And the cone

I just wanted to interject here for a moment because this picture reminds me of sometheing Smokey Wolf was talking about.
OOPS, HIT THE WRONG BUTTON! DIDN'T MEAN TO POST THIS YET! PLEASE DON'T POST ANYTHING TILL I GET THIS FINISHED AND EDITED DOWN. THANKS!
Ok, Smokey once was talking about how nice the finish looked on one of my posts. I thought that was very nice of him to say and figured he was just being kind. See, I always keep my tool bits sharp, and make adjustments to angles of cuts to insure I'm getting a proper finish as that indicates you have everything set up right. Something I figured everyone always does. Weeeeell, I've recently been looking at youtube vides of folks doing K-baffles to help me get ideas on how to do my setups.
I was very wrong in my assumptions. There are some horrible, awful finishes being posted - and out of aluminum too! Some folks have absolutely no idea about spindle speeds and feed rates. It just floored me that someone would put on the internet some of the things I saw. I get it now Smokey. Thank you!
Ok, back on topic.

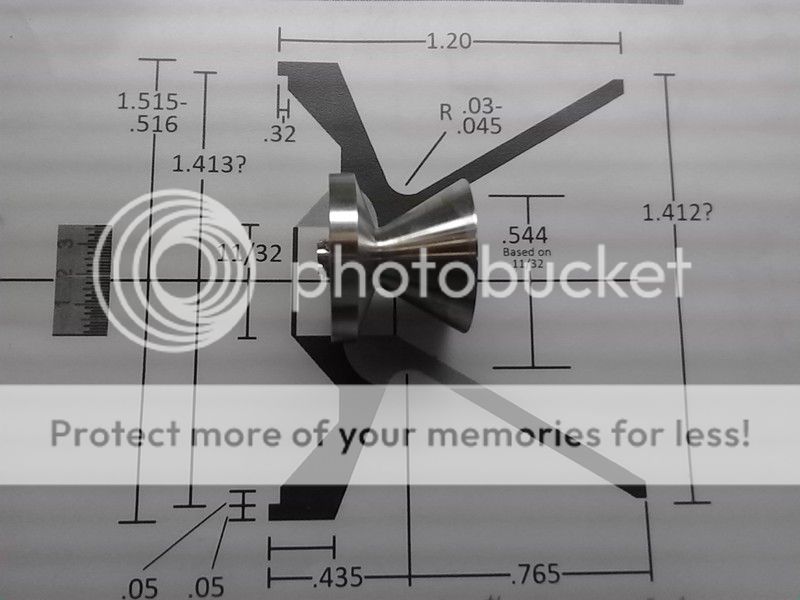
And here it is, well mostly

The next step will be to carve out the plate section.

But, since I'm already set up to do the above stuff, I'm going to do another in aluminum and two more in titanium. Then I'll carve out the plate.
Ok, this concludes this post. I hope to get another installment done this evening.
Thank you all for watching, commenting, and playing along.

























































































